Steel railway bridges are constantly exposed to harsh environments — sunlight, rain, humidity, and air pollution. Over time, these conditions can lead to rusting, paint peeling, and gradual weakening of steel components. To ensure long-term safety and durability, protective coatings are applied to prevent corrosion and extend the bridge’s service life.
This article explains how anti-corrosion systems are classified for different bridge parts, why coatings differ between upper and lower structures, and what coating thickness and material standards are required for long-term protection.
Why Corrosion Protection Is Essential for Steel Bridges
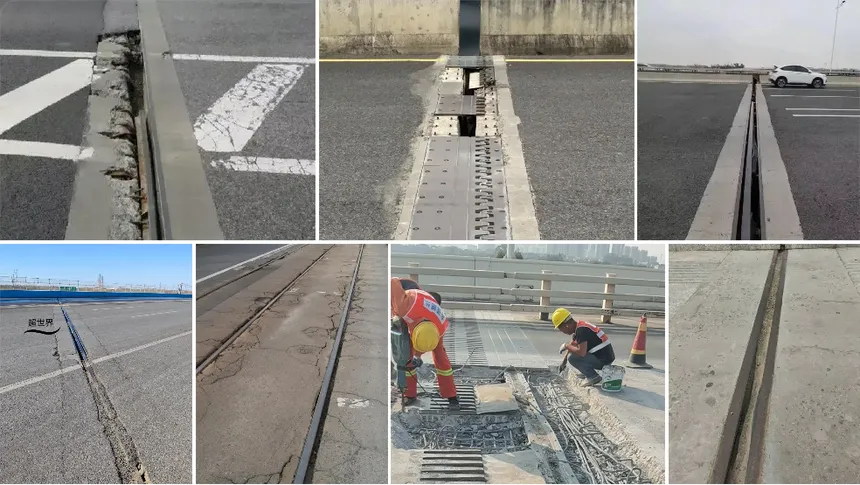
Unlike concrete bridges, steel bridges rely on paint systems as their primary defense against corrosion. If the paint system fails, moisture and oxygen can quickly reach the metal surface, forming rust and reducing the steel’s load-bearing strength.
Corrosion not only damages the appearance of the bridge but can also weaken riveted or welded joints, accelerate fatigue cracks, and increase maintenance costs. Proper anti-corrosion design ensures that the bridge remains structurally sound even after decades of exposure.

Classification of Protective Areas on Steel Bridges
Because different parts of a steel bridge face different environmental stresses, coatings are categorized according to location and exposure. A typical railway bridge can be divided into the following regions:
- Upper structural parts: upper flange plates, cross beams, truss chords, and top bracing.
- Lower structural parts: lower flanges, bottom chords, and connections exposed to splashing water.
- Vertical and diagonal members: located between upper and lower structures, often subjected to alternating wet and dry conditions.
The upper parts usually experience direct sunlight and rain, while the lower parts are affected by humidity, condensation, and rising water vapor. Because of these differences, the coating systems used for the upper and lower regions must have different protective properties.
Typical Coating Systems and Thickness Requirements
In steel bridge maintenance, coatings are applied in multiple layers to provide both barrier protection (preventing oxygen and water contact) and chemical resistance.
A complete protective coating typically includes:
- Primer: forms a strong bond with the steel surface and prevents rust from forming underneath.
- Intermediate layer: increases coating thickness and adds resistance to moisture and chemicals.
- Topcoat (finish): protects against ultraviolet (UV) light, temperature variation, and weathering.
 primer coat
primer coat
According to standard practices for railway steel bridges, the total dry film thickness (DFT) of all coatings is generally between 200–280 μm, depending on the environmental category and exposure level.
Below is an example of a standard coating specification:
| Coating System | Number of Coats | Typical Thickness (μm) | Application Notes |
| Zinc-rich epoxy primer | 1 | 60 | Provides cathodic protection and excellent adhesion |
| Epoxy micaceous iron oxide intermediate coat | 2 | 80 | Improves barrier performance and durability |
| Polyurethane topcoat | 2 | 80–100 | Offers UV and color stability; suitable for exterior use |
| Total Thickness | — | 220–240 μm | Meets long-term corrosion protection standards |
For areas with high humidity or chemical exposure (such as bottom flanges and lower cross beams), a thicker system up to 280 μm is often applied for extra protection.
Upper vs. Lower Bridge Surface Coating Differences
The upper parts of the bridge are directly exposed to rain, sunlight, and rapid temperature changes, which cause thermal expansion and surface cracking. Therefore, coatings here must resist UV radiation and remain flexible enough to accommodate thermal movement.
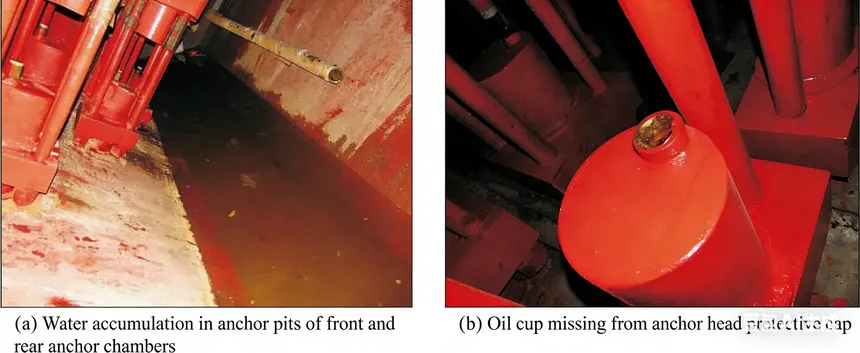
In contrast, the lower parts are constantly exposed to humidity, dripping water, and limited airflow. This creates ideal conditions for condensation corrosion — corrosion that forms even without visible water flow. For this reason, the lower sections require coatings with strong moisture resistance and chemical stability, such as high-solids epoxy or polyurethane systems.
Surface Preparation and Application Quality
Proper surface preparation is as important as the coating material itself. Before painting, all steel surfaces should be cleaned by abrasive blasting to remove rust, old paint, and contaminants. The surface roughness typically ranges from 30 to 60 μm, ensuring that the primer adheres firmly.
After surface treatment, each coating layer must be applied at the correct thickness, temperature, and humidity. If the coating is applied too thin or in high humidity, it may blister or peel off prematurely. Field quality control often includes dry film thickness measurement, adhesion testing, and visual inspection to verify consistency.
Common Mistakes and Maintenance Recommendations
Even a well-applied coating system can fail prematurely if maintenance is neglected. Here are a few key recommendations:
- Regular Inspection: Conduct visual inspections every 1–2 years to check for peeling, blistering, or rust spots.
- Touch-Up Painting: If small rust spots appear, remove them by sanding or brushing and immediately repaint the affected area.
- Avoid Over-Coating: Applying too many layers without removing old paint can trap moisture and accelerate corrosion.
- Environmental Monitoring: Bridges in coastal or industrial areas require more frequent maintenance due to salt and chemical exposure.
Advanced Protective Coating Technologies
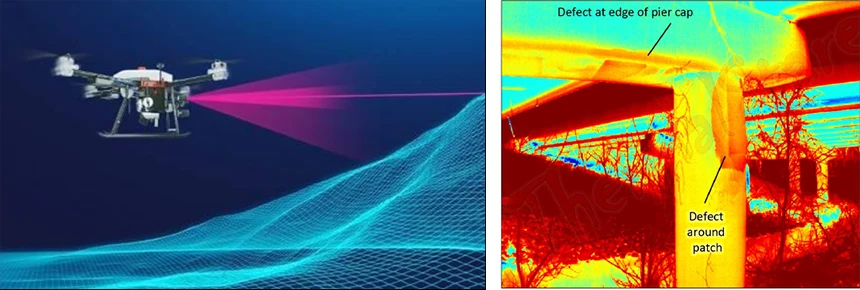
Modern bridge maintenance increasingly relies on high-performance coatings and digital inspection tools. For example, Riebo’s AI Bridge Inspection Solution can detect coating deterioration, discoloration, or corrosion through drone imagery and AI analysis. This helps engineers prioritize repainting schedules, reduce inspection risks, and improve the long-term maintenance efficiency of steel bridges.
In addition, innovative coating technologies such as zinc-aluminum hybrid primers and fluoropolymer topcoats now provide service lives exceeding 25 years in severe environments, greatly reducing the need for repainting.
Conclusion
Protective coatings are the first line of defense for steel railway bridges. By selecting the right coating system for each bridge part—and ensuring proper surface preparation and application—engineers can effectively prevent corrosion and prolong service life.
With the integration of smart inspection technologies like Riebo’s AI Bridge Inspection Solution, bridge owners can move from reactive maintenance to predictive management, achieving safer, more durable, and cost-effective infrastructure over time.